Sand Casting Foundry China: How to Source Without Getting Burned
You need sand castings from China. You've heard the horror stories — porosity that shows up after machining, deliveries that slip by months, factories that look great on Alibaba but can't hold a tolerance. Here's the thing: China has over 12,000 foundries, and maybe 800 of them are worth your time. The rest? You'll find out the hard way. This guide shows you how to pick the right ones.

What Is Sand Casting and Why It Still Dominates Heavy Industry
Sand casting is the oldest metal forming process — and it's not going anywhere. Pour molten metal into a sand mold, let it cool, break away the sand, and you've got a part. Simple in concept, but the devil is in the details that separate a $2/kg commodity casting from a precision component that holds CT7 tolerances.
Here's why sand casting still matters in 2026:
- Virtually unlimited part size — from 100g brackets to 200-ton turbine housings
- Any metal alloy — grey iron, ductile iron, carbon steel, alloy steel, stainless, bronze
- Lowest tooling cost — pattern boards start at $200 vs. $30,000+ for die casting dies
- Low minimum volumes — viable at 10 pieces, economical at 50+
The trade-off? Surface finish and dimensional precision. Sand castings are rougher than investment or die castings, and they always need machining for functional surfaces. But for 70% of industrial castings — pump housings, valve bodies, engine blocks, gearboxes — sand casting is the right choice. Period.
Why Buyers Source Sand Casting from China
Let's talk numbers. A grey iron pump housing that costs $18/kg landed from a US foundry runs $6-8/kg from a competent Chinese supplier. That's not 10% savings. That's 55-65% savings before you factor in the tooling cost difference.
| Cost Factor | US/EU Foundry | China Foundry | Savings |
|---|---|---|---|
| Grey iron casting (per kg) | $14-22 | $4-7 | 60-70% |
| Carbon steel casting (per kg) | $18-28 | $6-10 | 55-65% |
| Pattern/tooling (simple) | $3,000-8,000 | $800-2,500 | 65-75% |
| Pattern/tooling (complex) | $15,000-40,000 | $4,000-12,000 | 65-70% |
| CNC machining (per hour) | $80-150 | $25-45 | 65-75% |
| Heat treatment (per batch) | $500-1,200 | $150-400 | 65-75% |
But cost isn't the only reason. China's foundry ecosystem has matured dramatically in the last decade:
- Cluster density — Shandong, Hebei, and Jiangsu provinces have foundry clusters where raw materials, tooling shops, and machine shops are within 50km. That means faster turnaround and lower logistics.
- Equipment upgrades — Many mid-size foundries (50-200 workers) now have automatic molding lines, spectrometers, and CMMs. They're not sweatshops.
- Engineering depth — A decent Chinese foundry can do DFM feedback, solidification simulation, and gating design. You just need to know how to assess their capability.
The Sand Casting Processes You'll Actually Encounter
Not all sand casting is the same. When a Chinese factory says "we do sand casting," you need to know which type. Here's the breakdown:
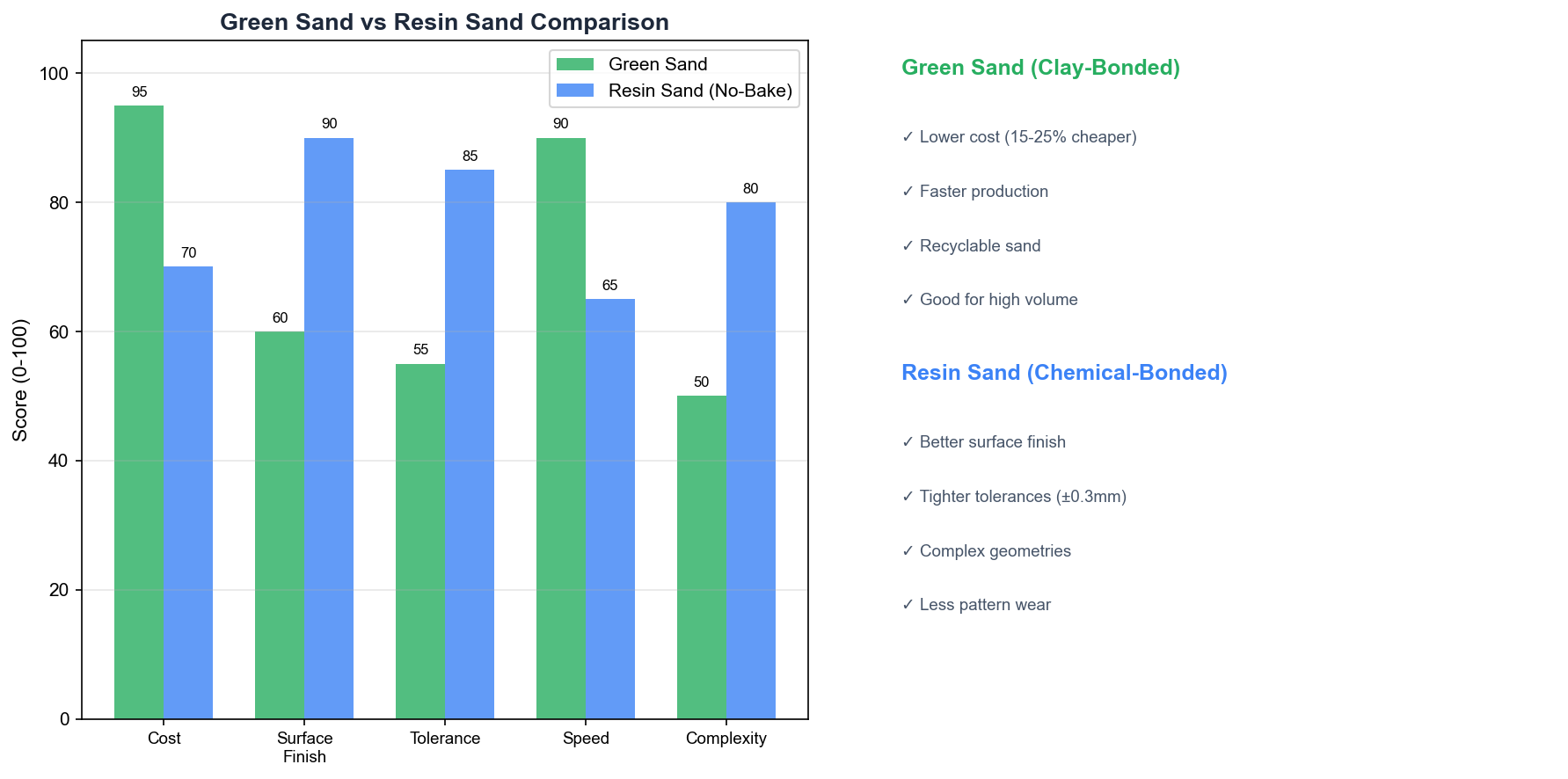
Green Sand Casting (Clay-Bonded)
- What it is: Sand + clay + water, packed around a pattern
- Surface finish: Ra 12-25 μm (rough, needs machining)
- Tolerances: CT10-CT13 (±0.5-3 mm)
- Best for: Large iron parts, engine blocks, manhole covers, agricultural equipment
- Tooling cost: $200-2,000
- Reality: 60% of Chinese foundries do green sand. It's cheap and fast, but don't expect precision.
Resin Sand Casting (Furan/PEP SET)
- What it is: Sand + thermosetting resin binder, hardened chemically
- Surface finish: Ra 3.2-12 μm (much better than green sand)
- Tolerances: CT7-CT9 (±0.2-0.5 mm)
- Best for: Medium iron/steel parts (50kg-5 tons), pump housings, valve bodies
- Tooling cost: $2,000-10,000
- Reality: The sweet spot for most industrial castings. Good balance of cost and quality.
Shell Mold Casting (Croning Process)
- What it is: Thin sand-resin shell (5-10mm) heated on a metal pattern
- Surface finish: Ra 1.6-6.3 μm (接近熔模铸造)
- Tolerances: CT5-CT8 (±0.1-0.3 mm)
- Best for: Precision grey/ductile iron parts, automotive components
- Tooling cost: $5,000-20,000
- Reality: Higher tooling cost, but less machining needed. Often the cheapest total cost for 1,000+ pieces.
| Process | Surface (Ra) | Tolerance | Tooling | Best For |
|---|---|---|---|---|
| Green Sand | 12-25 μm | CT10-CT13 | $200-2K | Large, rough parts |
| Resin Sand | 3.2-12 μm | CT7-CT9 | $2K-10K | General industrial |
| Shell Mold | 1.6-6.3 μm | CT5-CT8 | $5K-20K | Precision iron parts |
Quality Standards That Actually Matter
Chinese foundries will throw certificates at you. ISO 9001, ISO 14001, TS 16949 — paper doesn't mean performance. Here's what to verify:
The Certificate Hierarchy
| Certificate | What It Means | How to Verify | Red Flags |
|---|---|---|---|
| ISO 9001 | Basic quality management system | Check expiry + scope on certifying body website | Expired, scope doesn't include casting |
| IATF 16949 | Automotive quality standard | IATF global database (iatfglobaloversight.org) | Certificate not in database, wrong scope |
| ISO 14001 | Environmental management | Certifying body website | Missing in pollution-heavy regions |
| ISO 45001 | Occupational health & safety | Certifying body website | Factory has recent accidents |
| ASTM/EN/GB Compliance | Material and testing standards | Request actual test reports, check lab accreditation | Can't provide material certs, no spectrometer |
What to Look for During a Factory Visit
If you can't visit, request a video walkthrough. Look for:
- Spectrometer — For chemical composition verification. No spectrometer = no material control.
- UT/MT testing capability — Ultrasonic or magnetic particle testing for internal defects.
- CMM or layout table — For dimensional inspection. A foundry without measurement equipment can't verify tolerances.
- Sand lab — Green sand compactability, resin sand strength. This is where 80% of defects start.
- Pattern storage — Organized, climate-controlled? Or rusting in a corner?
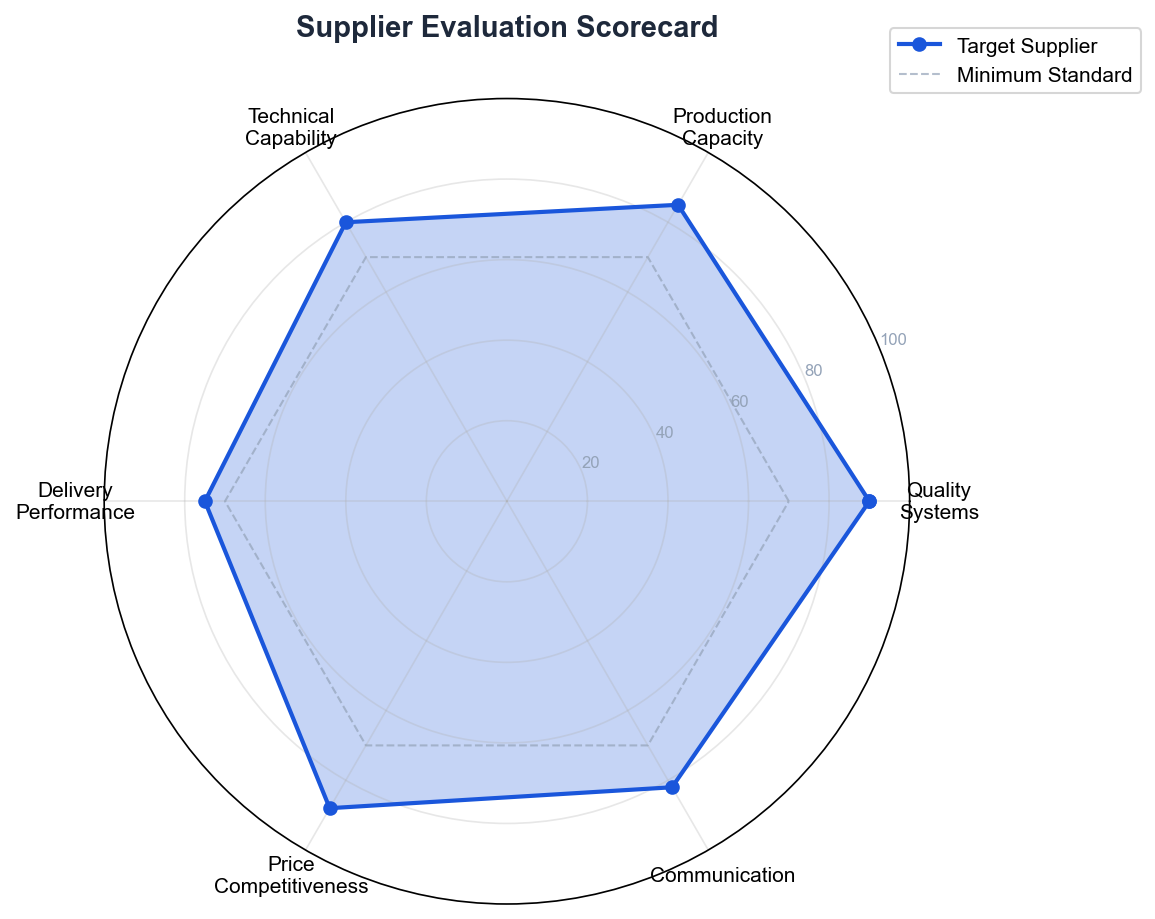
How to Vet a Sand Casting Foundry: The 7-Step Checklist
This is the core of the article. Print it. Use it. Every time.
Step 1: Verify Business Legitimacy (15 minutes)
- Check business license (营业执照) on National Enterprise Credit System
- Verify registered capital — under $150K is a red flag for industrial casting
- Check for legal disputes, environmental violations, or tax issues
- Cross-reference Alibaba/Globalsources profile with actual business name
Step 2: Assess Technical Capability (30 minutes)
- Request equipment list — look for automatic molding lines, spectrometers, CMMs
- Ask for maximum casting size and weight they've produced
- Request material grades they regularly work with
- Ask about their sand control process — do they test AFS grain fineness, permeability, compactability?
Step 3: Review Quality Documentation (45 minutes)
- Request 3 actual material test reports (not templates)
- Check if reports have lab accreditation marks (CNAS, ILAC-MRA)
- Ask for PPAP or equivalent documentation if automotive
- Request defect rate data — honest factories track this
Step 4: Evaluate Communication (ongoing)
- Do they ask clarifying questions about your drawing?
- Do they push back on unrealistic tolerances or materials?
- Response time for technical questions — under 24 hours is good
- Can they communicate in English without critical misunderstandings?
Step 5: Order Samples (4-6 weeks, $500-3,000)
- Start with 2-3 pieces, not production quantity
- Specify inspection requirements upfront — dimensional, material, surface
- Send samples to a third-party lab for independent verification
- Document everything — photos, measurements, test results
Step 6: Conduct Pilot Run (6-10 weeks)
- Small batch (20-50 pieces) before committing to full production
- Monitor process control — do they record pouring temperature, sand parameters?
- Inspect first article and random samples from the batch
- Track on-time delivery — pilot run delays predict production delays
Step 7: Establish Ongoing Monitoring
- Quarterly audits (on-site or video)
- Incoming inspection on every batch — don't skip this
- Track defect rates by category (porosity, dimensional, surface)
- Maintain a backup supplier — never single-source critical castings

Common Defects and How to Catch Them Before Shipment
Even good foundries produce defects. The question is whether they catch them before the parts reach you. Here are the "Big Four" in sand casting:
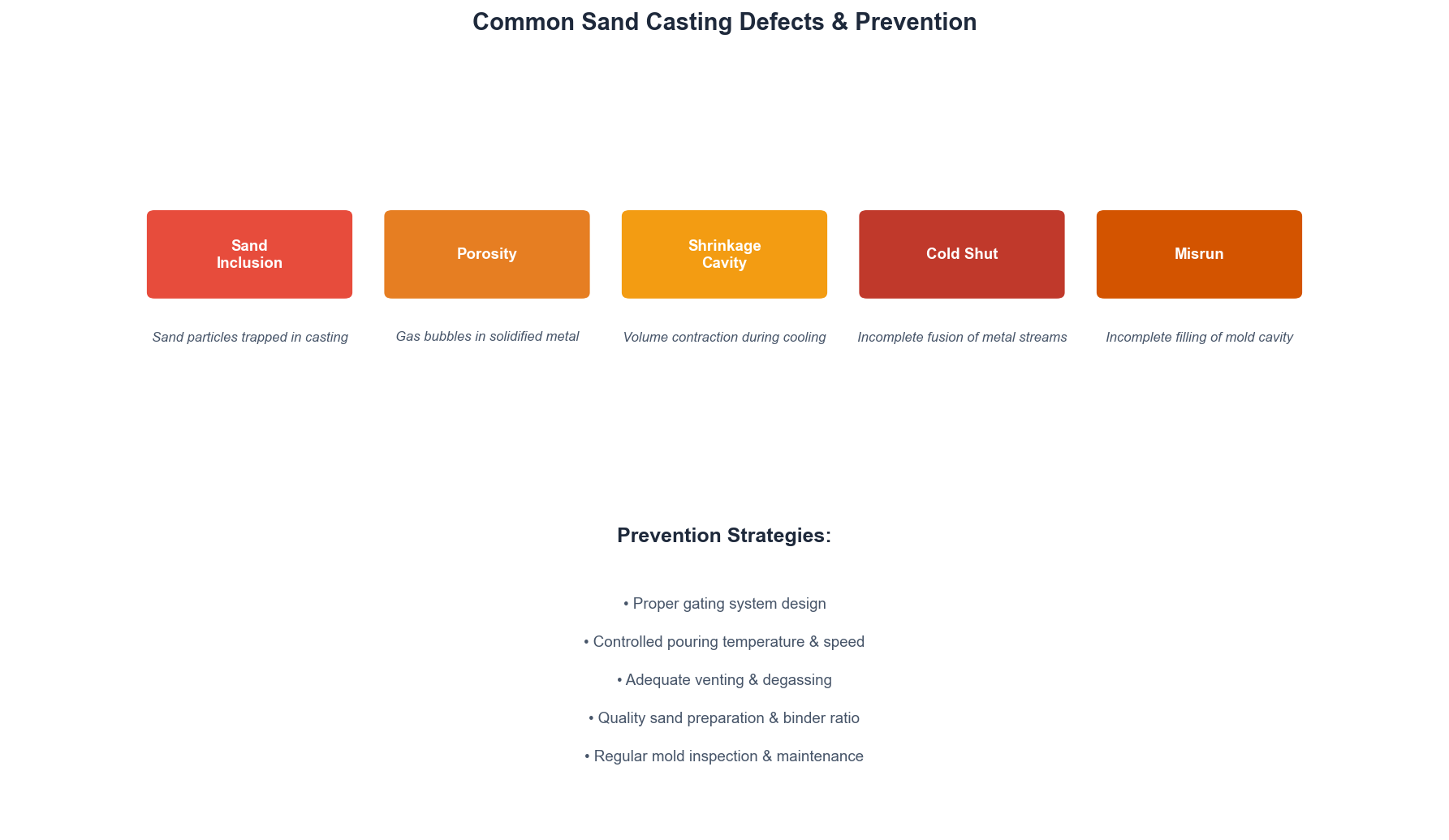
1. Porosity (Gas Porosity and Shrinkage)
What it looks like: Small holes or spongy areas, often found after machining.
Root causes: Poor gating design, insufficient risers, pouring temperature too low, excessive moisture in sand.
How to catch it: Ultrasonic testing (UT) on critical sections. Cut a sample part in half — porosity is visible on the cross-section. If the foundry can't provide UT reports, find one that can.
2. Sand Inclusion
What it looks like: Surface defects with embedded sand particles, rough patches.
Root causes: Loose sand in mold, poor mold compaction, damaged cores.
How to catch it: Visual inspection — it's surface-level. Check 100% of as-cast surfaces before machining. A foundry with proper sand control should have <2% inclusion rate.
3. Hot Tears and Cracks
What it looks like: Visible cracks, often at section changes or thin-to-thick transitions.
Root causes: Poor casting design (no fillets), improper cooling, restraint from mold.
How to catch it: Dye penetrant testing (PT) or magnetic particle testing (MT). Critical for pressure-containing parts like valve bodies.
4. Dimensional Deviation
What it looks like: Parts don't match drawings, holes misaligned, wall thickness off.
Root causes: Pattern wear, sand expansion/contraction, improper shrinkage allowance.
How to catch it: CMM inspection on first article and sampling. For CT7-CT8 tolerances, the foundry needs a CMM or precision layout table — not just calipers.
| Defect | Detection Method | Acceptable Rate | Prevention |
|---|---|---|---|
| Porosity | UT, cross-section | <1% critical | Proper gating, risers, pouring temp |
| Sand Inclusion | Visual 100% | <2% | Sand control, mold compaction |
| Hot Tears | PT/MT | 0% (critical parts) | Design fillets, controlled cooling |
| Dimensional | CMM sampling | AQL 1.0-2.5 | Pattern maintenance, shrinkage control |
Understanding the Cost Breakdown
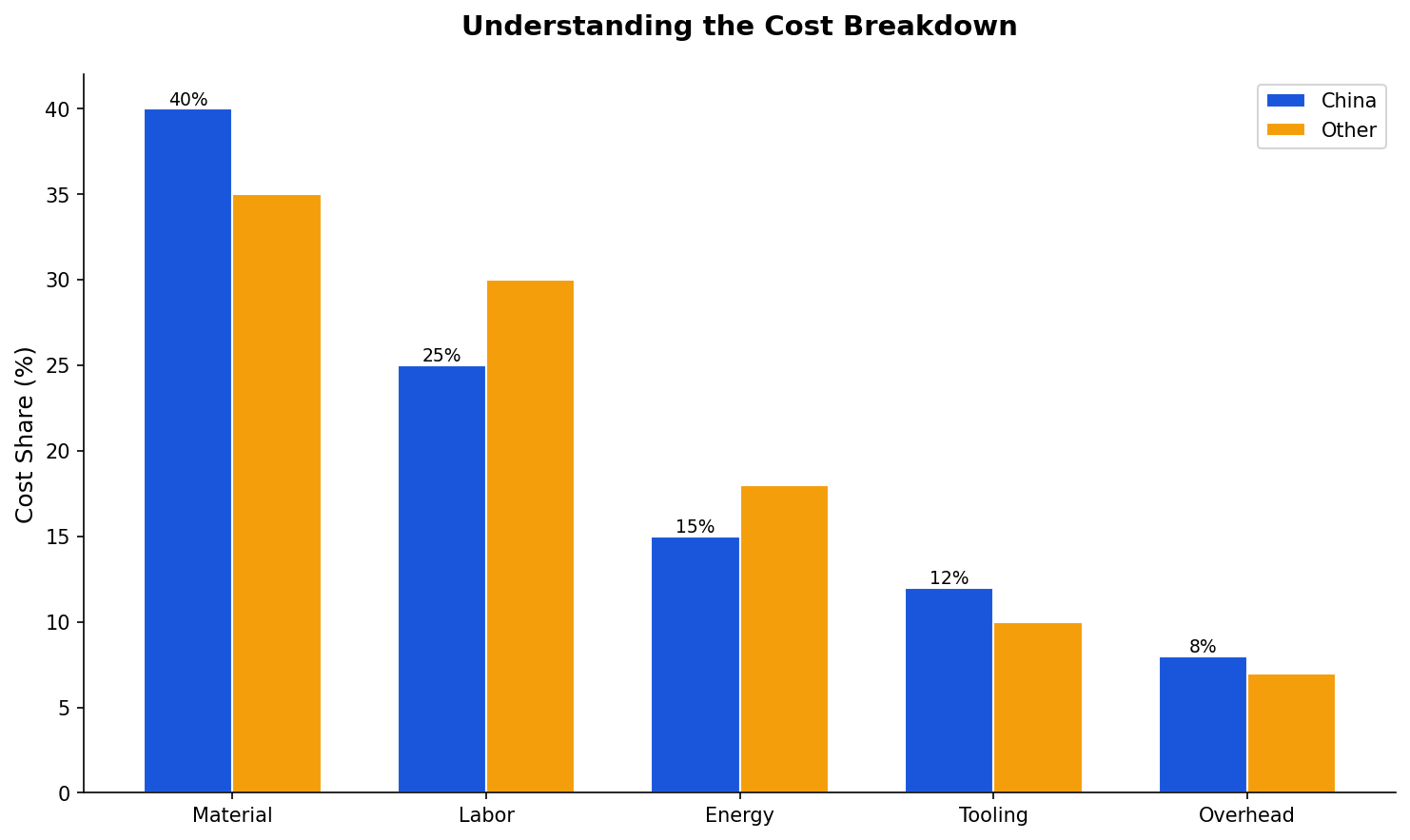
Here's what you're actually paying for when you order sand castings from China:
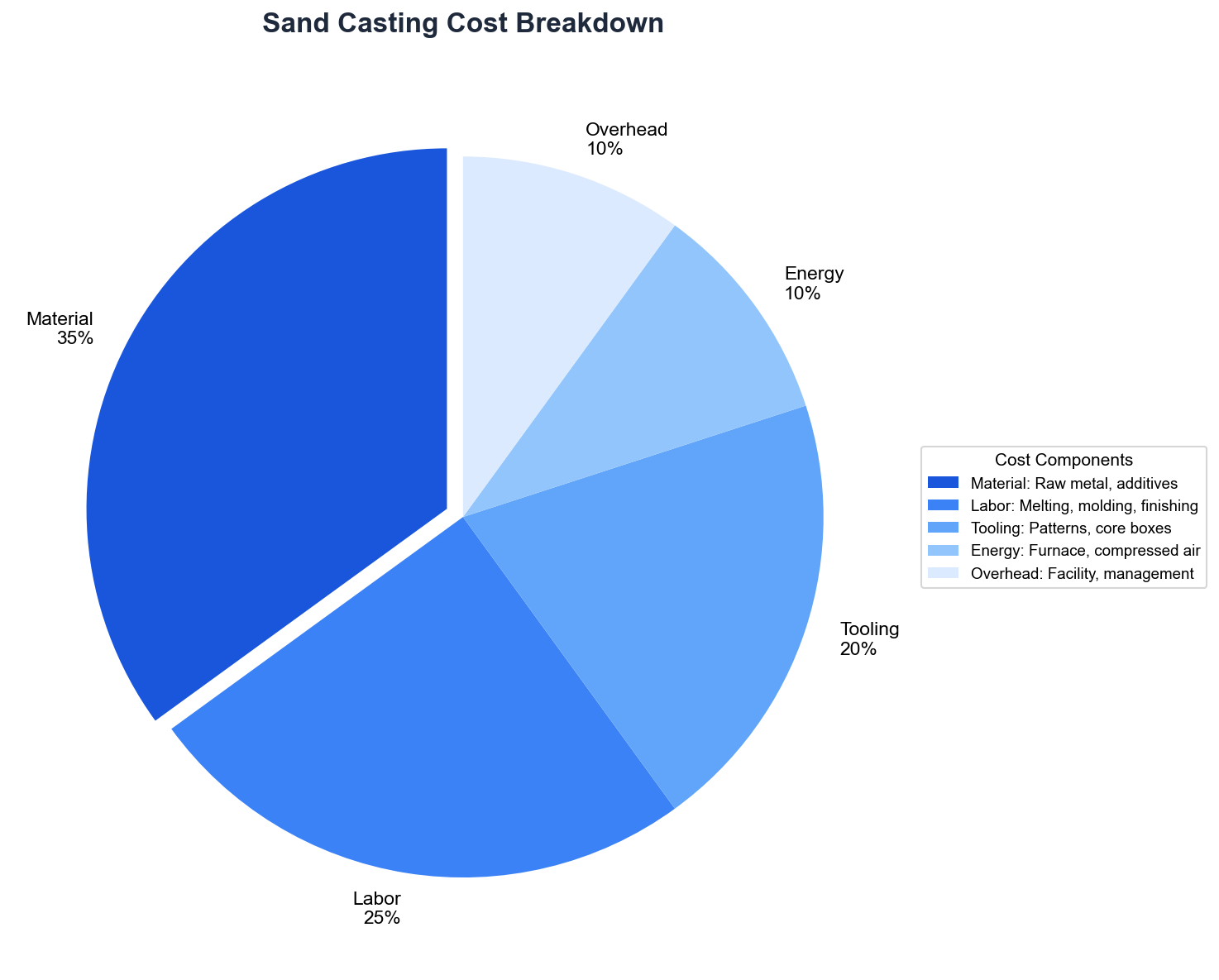
| Cost Component | % of Total | Typical Range | Notes |
|---|---|---|---|
| Pattern/Tooling | 10-25% | $200-20,000 | Amortized over production run |
| Raw Material | 25-35% | $0.8-2/kg (iron) | Scrap rate affects this significantly |
| Melting & Pouring | 15-20% | — | Energy costs, labor |
| Sand & Mold Making | 8-12% | — | Sand reclamation reduces cost |
| Cleaning & Finishing | 10-15% | — | Shot blasting, gate removal |
| Heat Treatment | 5-10% | $150-400/batch | Normalizing, annealing, Q&T |
| Machining | 15-30% | $25-45/hour | Often done by separate shop |
| Inspection & Testing | 3-5% | — | Material certs, dimensional, NDT |
| Logistics & Export | 8-15% | — | Sea freight, customs, duties |
FAQ: Sand Casting from China
What is the difference between green sand and resin sand casting?
Green sand casting uses clay-bonded sand (lowest cost, rough surface Ra 12-25 μm). Resin sand casting uses thermosetting resin binder (better surface Ra 3.2-12 μm, tighter tolerances CT7-CT9). Resin sand costs 15-30% more but requires less machining.
How much does sand casting cost in China?
Tooling: $200-10,000 depending on process. Part cost: $2-8/kg for grey iron, $3-12/kg for steel. Total landed cost is typically 35-55% lower than domestic US/EU sourcing, but add 8-12% for inspection, logistics, and import duties.
What certifications should a Chinese sand casting foundry have?
Minimum: ISO 9001. For automotive: IATF 16949. For exports to EU: EN standards compliance. For specific industries: ISO 14001 (environmental), OHSAS 18001/ISO 45001 (safety). Always verify certificates directly with the issuing body, not the factory.
What are the most common defects in sand casting?
The 'Big Four' are: porosity (gas trapped during pouring), shrinkage cavities (insufficient feeding), sand inclusion (loose sand in mold), and hot tears (cracks from thermal stress). Each has distinct root causes and detection methods.
How long does it take to get samples from a Chinese foundry?
First article samples: 4-6 weeks (includes tooling fabrication). Production lead time: 6-10 weeks depending on complexity and queue. Rush orders possible with 20-30% premium. Always confirm realistic timelines, not sales promises.
Need a Verified Sand Casting Supplier?
We've audited 200+ foundries across China. Tell us your requirements — material, quantity, tolerances — and we'll match you with 3 qualified suppliers that have already passed our technical vetting.
Get Matched with Suppliers →