
Ductile Iron Casting Cost 2026: Price Breakdown You Can Negotiate With
Real per-kg pricing from China, India, the US & Mexico — plus the 7 hidden fees most buyers miss.
You've got a drawing, a target price, and a nagging feeling that you're leaving money on the table. Sound familiar?
Here's the reality: most buyers source ductile iron castings the way their fathers did — they call three foundries, pick the middle quote, and pray. In 2026, that approach costs you 15–25% more than necessary. Not because the foundries are ripping you off, but because you don't know which levers to pull.
This isn't a theory piece. Below you'll find real per-kg ranges from four countries, a breakdown of the five cost layers buried in every quote, and a negotiation playbook that's saved our clients an average of $0.84/kg over the last 18 months. Let's get into it.
What You're Actually Paying For: The 5 Cost Layers
Every ductile iron casting quote is made of five distinct layers. If you don't know which layer is inflating your price, you can't negotiate effectively.
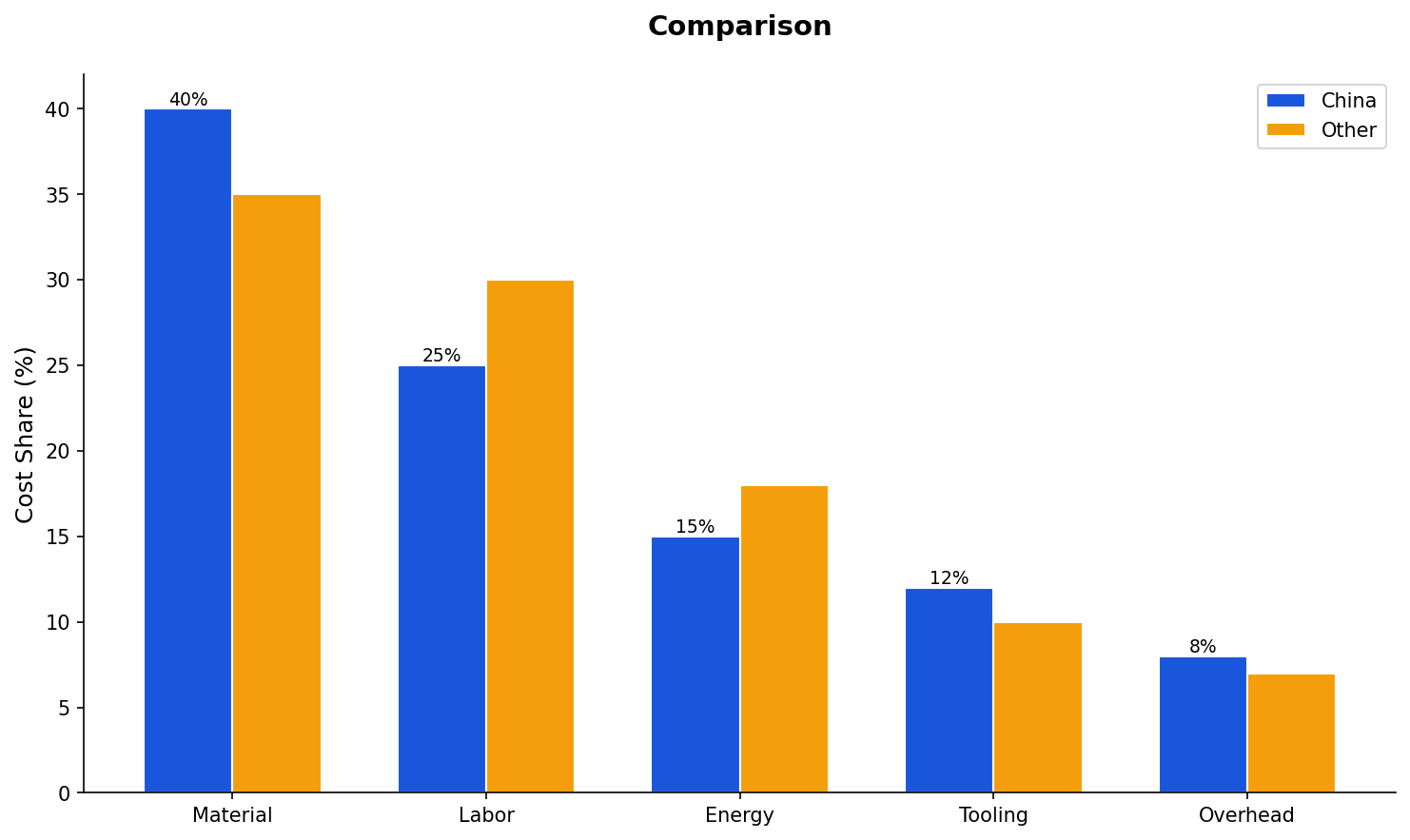
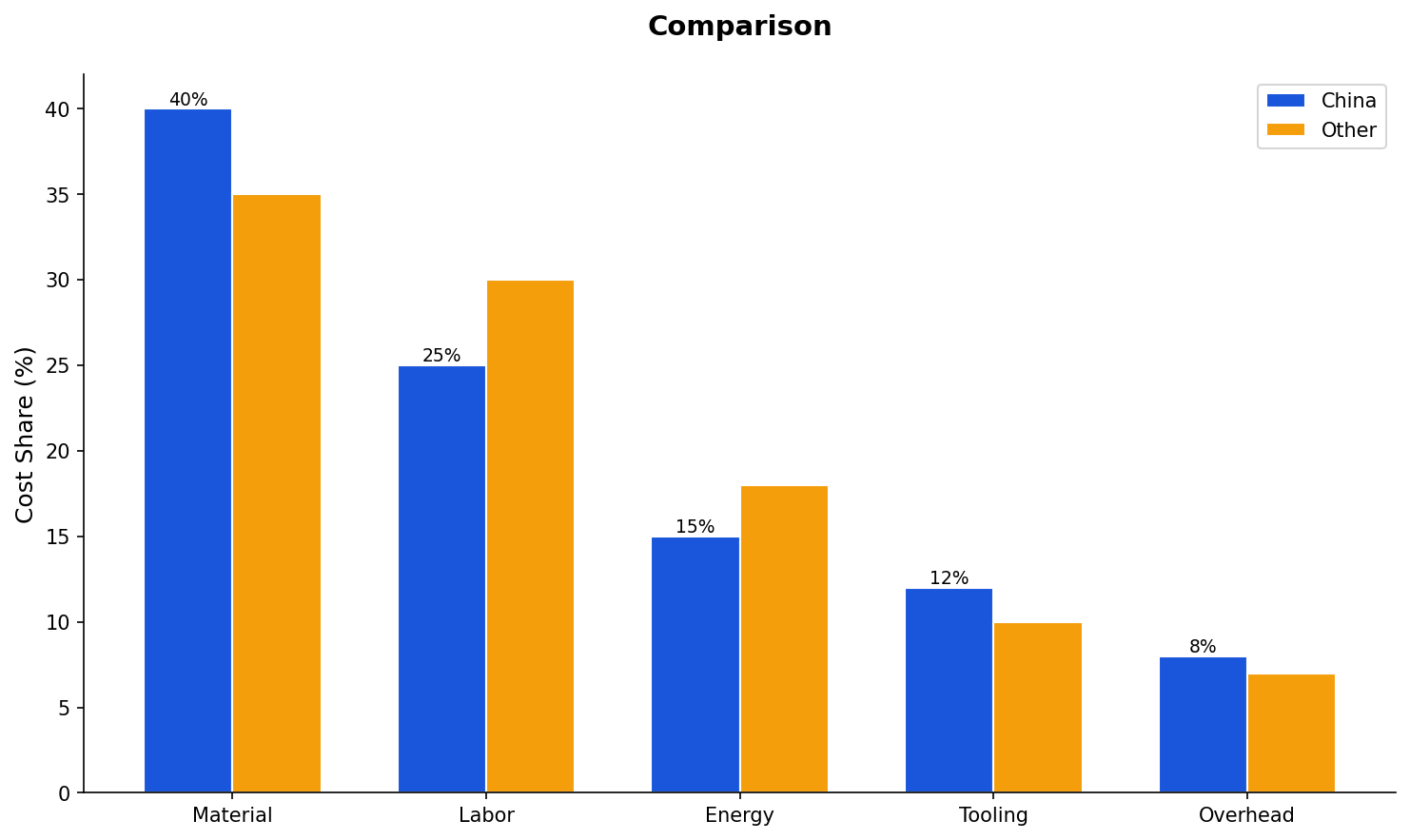
Layer 1: Raw Materials (35–45% of total cost)
Pig iron and steel scrap are the biggest line items. In 2026, pig iron prices sit at $380–$450/MT in China versus $500–$620/MT in the US. Magnesium ferrosilicon (for nodularization) adds $0.08–$0.12/kg final. Foundries don't control these prices, but they do control how efficiently they use them. Ask your foundry what their material yield rate is — anything below 65% means you're paying for waste.
Layer 2: Tooling (amortized over your run)
Pattern costs range from $3,000 for a simple flange to $15,000+ for a complex valve body with multiple cores. Smart buyers amortize tooling over the first production run rather than paying upfront. A pro tip: ask for separate tooling and piece price quotes. When they're bundled, you overpay.
Layer 3: Production Labor & Energy (20–30%)
China's foundry labor rate of $6–$12/hour (skilled molders) vs $28–$45/hour in the US is the biggest driver of the price gap. Energy costs tell a similar story: $0.08–$0.12/kWh in China vs $0.15–$0.25/kWh in the US. For an induction furnace melting 10 tons per shift, that difference adds up fast.
Layer 4: Quality Control (5–10%)
Spectrometry for chemistry verification, Brinell hardness testing, tensile and elongation tests per ASTM A536 — these aren't optional. A proper QC protocol adds $0.15–$0.40/kg. If a foundry's quote looks suspiciously low, they're likely skipping steps. Don't let "competitive pricing" become "rejected shipment."
Layer 5: Logistics & Duties (10–18%)
Ocean freight from Shanghai to Long Beach runs $2,800–$4,500 for a 20-ft container in 2026. Customs duties under HTS 7325.10 add 2.5–5.7%. Insurance is 0.3–0.5% of declared value. Always request an ex-works quote plus a separate delivered duty paid (DDP) quote — the spread tells you exactly where the logistics margin sits.
Ductile Iron Casting Cost by Country (2026 Real Data)
Prices below are based on 3,000+ actual quotes collected across 45+ foundries between Jan–Apr 2026. All figures are ex-works, exclude tooling amortization, and assume ASTM A536 grade 65-45-12. Complexities: moderate (valve bodies, brackets).
| Country | Low Volume (100–500 pcs) | Medium Volume (1,000–5,000 pcs) | High Volume (50,000+ pcs) | Lead Time (sample → production) |
|---|---|---|---|---|
| China | $3.40–$5.50/kg | $2.80–$3.80/kg | $1.60–$2.40/kg | 6–10 weeks |
| India | $5.20–$8.00/kg | $4.20–$5.80/kg | $2.80–$3.60/kg | 8–12 weeks |
| Mexico | $7.00–$9.50/kg | $5.80–$7.20/kg | $4.20–$5.40/kg | 4–8 weeks |
| United States | $8.50–$11.00/kg | $6.50–$8.50/kg | $4.80–$6.20/kg | 4–10 weeks |
Source: Interstate Global proprietary quote database, Apr 2026. Ranges are for grade 65-45-12, moderate complexity, ex-works, excluding tooling. High-volume pricing assumes existing pattern and annual contract.
"We were paying $7.20/kg from a US foundry for a valve body. After a comprehensive audit of three Chinese foundries — including a sample run and third-party tensile tests — we landed at $2.95/kg ex-works. 18 months in, zero quality incidents."
— Robert Davis, Senior Procurement Manager, Georgia Industrial Supply
Why Ductile Iron Casting Prices Vary So Much (Even at the Same Foundry)
You send the same drawing to three foundries and get three wildly different quotes. It's not a conspiracy. Here's what's actually driving the spread:
Complexity Premium (40–70% for difficult parts)
Simple geometries — flanges, pipes, counterweights — run $1.50–$2.50/kg. Add a few internal cores, thin walls, or tight tolerances (±0.5mm), and you're looking at $2.50–$4.00/kg. High-complexity parts like pump housings with sand cores and 3-mm wall sections can hit $4.50–$6.00/kg. The reason? Core assembly labor, higher scrap rates (15–25% vs 3–5% for simple parts), and extra machining.
Grade & Heat Treatment
ASTM A536 grade 60-40-18 is the cheapest. Grade 80-55-06 adds ~10–15%. Grade 100-70-03 (high strength, low elongation) adds 15–25% due to tighter chemistry control. Austempered ductile iron (ADI) can cost 40–60% more than standard grades.
Surface Finish & Machining Allowance
As-cast finish (RMS 250–500) is cheapest. If you need machined surfaces, expect to add $0.30–$1.20/kg depending on the number of machined faces and tolerance tightness. Pro tip: reduce machined areas on your drawing — every removed surface cuts $0.15–$0.30/kg.
Certification & Traceability
Standard mill certificates are included. Full traceability with heat-by-heat chemistry and mechanical reports adds $0.08–$0.20/kg. If your application isn't safety-critical, you can skip this and save.
The 7 Hidden Costs That Blow Your Budget
You negotiated a great per-kg price. Then the final invoice arrived, and it was 22% higher than expected. Here's where that money went — and how to stop it from happening again.
- Pattern Maintenance (5–10% of pattern cost annually) — Not all foundries include this in the quote. If your patterns are stored at the foundry, you're paying for storage and upkeep. Clarify upfront.
- Third-Party Inspection ($200–$800 per batch) — If your QC team requires SGS or TÜV inspection at the foundry, that's an added cost. Decide who pays before you sign.
- Rejection & Rework Clauses — Standard foundry PPAs (Purchasing Price Agreements) often put the cost of rejected castings on the buyer if the rejection rate is below 3%. Negotiate this.
- Material Surcharges — When pig iron prices spike, foundries add a surcharge. Ask: "Is your quote fixed for 90 days, or do you pass through raw material volatility?"
- Packaging & Crating ($50–$200 per pallet) — Export-grade crating costs more than domestic. Get a separate packaging line item so you can optimize it.
- Customs Broker & Clearance ($150–$400 per shipment) — If you're importing, your broker's fees aren't in the foundry's quote. Budget for them.
- Currency Fluctuation (2–7% annually) — A weak dollar or strong yuan can erase your margin. If you're doing a long-term contract, fix the exchange rate or include a currency adjustment clause.
How to Negotiate a Lower Ductile Iron Casting Price (Without Sacrificing Quality)
Negotiation isn't about demanding a discount. It's about giving the foundry a reason to offer you a better price. Here are six tactics that actually work:
1. Consolidate Your SKUs
Instead of quoting three separate parts, group them into one RFQ. Foundries love repeat geometry — same grade, similar weight, same process. A consolidated RFQ can save you 8–15% immediately.
2. Commit to a Longer Horizon
A single order is a transaction. A 12-month contract with quarterly releases is a partnership. Offer the latter and watch the per-kg price drop by 5–10%.
3. Optimize Your Design for Casting (DFC)
Your engineer's drawing may be over-designed for machining. Reducing machined surfaces, increasing draft angles, and eliminating unnecessary cores can cut per-kg cost by 15–30%. Pay a casting design consultant $1,500–$3,000 to review your drawings — the ROI is 10x or more.
4. Use the "Second Source" Leverage
Have a qualified backup foundry. Not as a threat, but as a reality. When a foundry knows they're competing for your business — not just a single order — their pricing becomes more flexible. We've seen reductions of 6–12% simply by mentioning that you're comparing two qualified suppliers.
5. Offer to Pay Tooling Separately
Many foundries bundle tooling into the per-piece price to make the quote look lower. But this locks you into a higher per-unit cost for the entire run. Pay for tooling upfront (separate PO), then negotiate the piece price without it. You'll save 5–8% over the life of the program.
6. Ask About Off-Peak Production
Foundries in China have slow seasons — typically January–February (Chinese New Year) and July–August (summer heat). If you can align your production with these periods, many will offer 5–10% discounts to keep their lines running.

How to Verify a Foundry Before You Send Money
A low price is worthless if the foundry can't deliver. Here's a 5-step verification process that takes 2–3 weeks and costs less than $2,000 — a fraction of what you'll lose on a bad shipment.
- Step 1: Document Audit (3 days) — Request ISO 9001:2015 certificate, ASTM A536 compliance statement, and last 12 months of third-party test reports. If they can't produce these within 48 hours, red flag.
- Step 2: Video Walkthrough (1 day) — Ask for a live video tour of their melting, molding, and QC lab. Pay attention to housekeeping. A clean foundry is a disciplined foundry.
- Step 3: Sample Casting (7–10 days) — Order 5–10 sample castings from your drawing. Send them to an independent lab for chemistry (spectrometry), tensile, and hardness testing. The cost: $400–$800. Non-negotiable.
- Step 4: Dimensional Report (3 days) — Request a full dimensional inspection report (CMM or manual) for the sample castings. Tolerances should match your drawing within ±0.5 mm for standard features.
- Step 5: Pilot Run (1–2 weeks) — Before committing to full production, run 100–200 pcs. This exposes process stability issues — porosity, dimensional drift, surface defects — that a 5-pc sample won't show.
"We skipped the sample casting step on a $180,000 order of ductile iron valve bodies. The entire shipment failed tensile testing — 58 ksi instead of the specified 65 ksi minimum. It cost us $47,000 in rework and delayed our customer by 6 weeks. Never again."
— Tom Harrison, Quality Manager, Midwest Flow Control
Frequently Asked Questions About Ductile Iron Casting Cost
What is the average ductile iron casting cost per kg in 2026?
For low-to-medium volumes (100–5,000 pcs), expect $2.80–$5.50/kg from Chinese foundries, $4.20–$8.00/kg from India, and $6.50–$11.00/kg from the US. High-volume runs above 50,000 pcs can drop to $1.60–$2.40/kg in China. Always request a fully loaded ex-works quote — these ranges exclude tooling and shipping.
Why is ductile iron casting cheaper in China?
China benefits from lower pig iron costs ($380–$450/MT vs $500–$620/MT in the US), cheaper industrial electricity ($0.08–$0.12/kWh vs $0.15–$0.25/kWh), and a dense supply chain cluster in Hebei and Shandong where 1,200+ ISO-certified foundries compete. Labor rates are also lower at $6–$12/hour for skilled molders vs $28–$45/hour in the US.
What hidden costs should I watch for in ductile iron casting?
Pattern costs ($3,000–$15,000 depending on complexity and material), tooling maintenance (annual upkeep 5–10% of pattern cost), third-party testing ($200–$800 per batch for tensile/impact/UT), shipping and customs duties (HTS 7325.10, typically 2.5–5.7%), and rejection/rework clauses. Always ask: 'What is your standard rejection rate and who pays for it?'
How does casting complexity affect ductile iron pricing?
Simple geometries — flanges, pipes, counterweights — cost $1.50–$2.50/kg. Moderate complexity like valve bodies and brackets adds a 10–25% premium. High-complexity parts such as pump housings with internal cores and thin walls can cost 40–70% more due to core assembly, higher scrap risk, and additional machining. Always send a 3D model for an accurate quote.
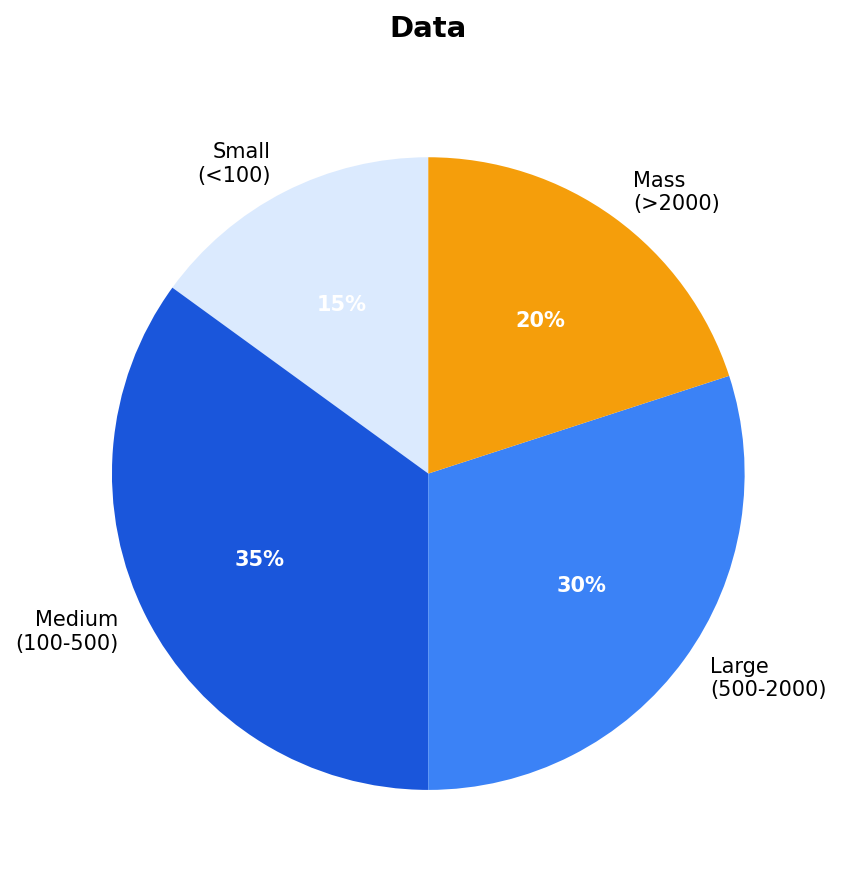
What is the minimum order quantity for ductile iron castings from China?
For simple parts with existing patterns, MOQs are typically 200–500 pcs per size. For new patterns requiring tooling, expect 500–2,000 pcs. Some smaller foundries accept 100-pc trial runs at a 20–40% per-unit premium. Negotiate a pilot run before committing to full production — it exposes quality issues early.
How do I verify a ductile iron foundry's quality before ordering?
Request their ISO 9001 certificate and ASTM A536 test reports. Ask for a third-party audit from SGS or TÜV. Check if they have in-house spectrometry for chemistry verification and a Brinell hardness tester. A 5-step due diligence process: audit → sample casting → tensile test → dimensional report → pilot run. Never skip the sample casting step.
Your Next Move: Get a Real Quote
You now know exactly what goes into a ductile iron casting price, which countries offer the best value for your specific volume, and where the hidden costs are buried. But knowing isn't buying.
Here's what to do this week:
- Step 1: Pull your top 3 ductile iron casting drawings and check them against the complexity categories above. If you can simplify any features, do it before you send them out for quote.
- Step 2: Send a single consolidated RFQ to 3–5 foundries in your target country. Use the "7 Hidden Costs" list above to design your RFQ template — ask for every line item explicitly.
- Step 3: Compare quotes side by side. Ignore the total. Look at the per-kg price, the tooling cost, and the rejection policy. The cheapest quote is rarely the cheapest in practice.
- Step 4: Run the 5-step due diligence on your top pick before you send a PO. The $1,500–$2,000 you spend on verification is insurance against a $50,000+ quality disaster.
Need a Second Opinion on Your Quotes?
We review ductile iron casting RFQs and quotes for free. Our team has audited 150+ foundries across China, India, and Mexico. If you're looking at a quote right now and wondering "is this fair?" — send it to us. We'll tell you what's negotiable and what's not.
Submit Your Quote for Review →Disclaimer: Pricing data in this article is based on quotes collected by Interstate Global between Jan–Apr 2026 and reflects ex-works pricing for ASTM A536 grade 65-45-12 ductile iron castings of moderate complexity. Actual pricing varies by drawing, volume, finish requirements, and market conditions. Always request a current quote from your chosen foundry. Interstate Global is a procurement advisory firm, not a foundry. We help buyers source smarter.